Energy Consumption
 Next to water quality protection, energy consumption is the second largest component of MSD’s total environmental footprint. Energy is needed to pump sewage from all parts of the sewage collection system to each wastewater treatment plant and through various plant processes, as well as to keep the lights on and computers running.
Next to water quality protection, energy consumption is the second largest component of MSD’s total environmental footprint. Energy is needed to pump sewage from all parts of the sewage collection system to each wastewater treatment plant and through various plant processes, as well as to keep the lights on and computers running.
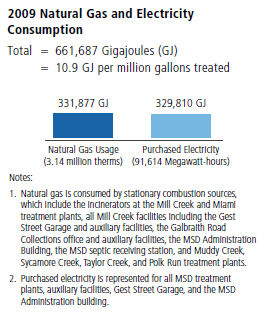
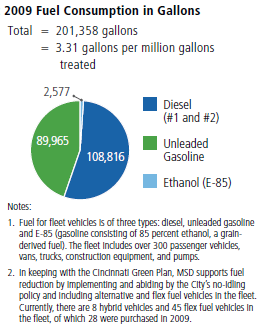
MSD’s primary energy sources include natural gas, purchased electricity, and fuel for fleet vehicles. In alignment with the Cincinnati Green Plan, MSD is working to better manage energy consumption, to reduce both operational costs and GHG emissions. The figures at right show MSD’s total 2009 energy consumption.
 MSD’s general facilities (offices and warehouses) also consume energy, which is included in the energy consumption totals listed below. In these buildings, energy consumption is easily reduced by auditing and improving light fixtures and the heating and cooling systems. MSD’s Industrial Division began this process by installing energy-efficient light fixtures, as well as motion detectors. Set-back temperature controllers were also installed, along with climate controllers.
MSD’s general facilities (offices and warehouses) also consume energy, which is included in the energy consumption totals listed below. In these buildings, energy consumption is easily reduced by auditing and improving light fixtures and the heating and cooling systems. MSD’s Industrial Division began this process by installing energy-efficient light fixtures, as well as motion detectors. Set-back temperature controllers were also installed, along with climate controllers.
In 2010 and 2011, MSD has scheduled major building audits to further reduce energy consumption and the related costs. In addition, we have scheduled two initial sites for energy optimization efforts: the Polk Run and Little Miami treatment plants. At these locations, we will focus on metering, equipment functionality, lighting upgrades, and process improvements. At the Polk Run plant, these initial efforts are estimated to save $80,000 annually.
Mill Creek Plant Cuts Blower Usage
In October 2009, the Mill Creek treatment plant set a new low record of 1,590 kilowatt-hours (kWh) for blower usage in secondary treatment, 30 percent less than the average monthly usage of 2,300 kWh in 2006.
Blowers keep aeration tanks properly mixed, so that the microorganisms, or bugs, can thrive. The bugs consume the solids in the wastewater. Until recently, the conventional wisdom was that 4 milligrams per liter of dissolved oxygen was optimal; however, that amount of air consumes a tremendous amount of energy and is, therefore, expensive to generate.
Mill Creek personnel are now challenging the rule of thumb, as part of an optimization process begun in 2007. “We didn’t change our equipment as much as we changed our philosophy,” said Tim Hauck, plant supervisor. “We found that we could use less air, more effectively, and without compromising quality. Our electric costs for 2009 are about $200,000 less than what we spent in 2006.”
